| �aƷ����Products
|
������ �Wվ��� >> ������
��Ƭɢ���������a��ˇҎ����ʲô���l���r�g��2015.03.30 ����Դ��http://m.bj-zyhr.com �g�[�Δ���
ժҪ��
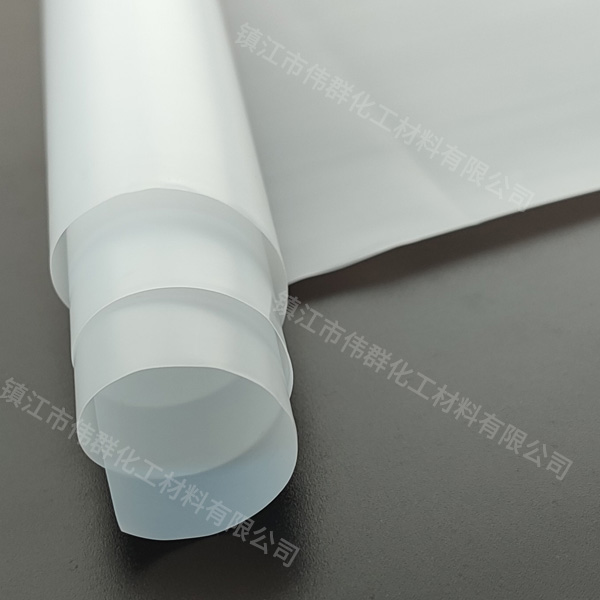
��Ƭɢ���������a��ˇҎ����ʲô�� �� �P���а���˹���y������˾ ��2015.03.30�����l���� ��һƪ�҂������ķ���ϩ ����Ԕ����B���f���� ��ƪ�����҂����εČ� ��Ƭɢ���������a��ˇҎ����ʲô�� �M�����������錣�I��PTFE,���ķ���ϩ,�ķ���,�ķ���Ĥ���a�S�ң����M�������l�����PTFE֪�R�����\�������ա� һ�����ڸ����X����ȴ��ģ����ԇģ�ĕr��һ֧���X�������150-200mm�Ķ��X�������X���� ����ԇģǰ�����Ҫ�{���ÔD�������ģ��D���S��ʢ�VͲ��ģ�����Ͽ�һ��Ҫ��һ�l���ľ��ϡ� ������ԇģ���������a���^���У��X���ӟ�ض�Ҫ������480-520��֮�g�� �ġ�ģ�ӟ�ĜضȰ��ճ�Ҏģ�ߵĜضȣ�����������480�����ң�ֱ��200mm���µ�ƽģ���صĕr�g���܉�����2С�r������Ƿ���ģ��ԓ������3С�r���ϣ�ֱ������200mm���ϵ�ģ�ߑ�������4-6С�r���Ա��Cģ�ߵ�о���ضȑ����c�ⲿ�ضȵľ��� �塢��ԇģ�����a֮ǰ�����Ҫ����|�����Ƀ�ʢ�VͲ��đ������߀Ҫ�鿴�D���C���\���Ƿ������� ����ԇģ���߄��_ʼ���a�ĕr�D���C�Ԅәn�P���������_�P�w��λ�����^С�����_ʼ���������������ϴ��3-5��犣��X����^�̕r��Ҫ���ƺÉ���������������100Kg/cm2�ԃȣ�����픵����2-3A�ԃȣ�һ��80-120Kg/cm2���Գ��ϣ�֮��ſ������ļ��٣��������a�r�D���ٶ��ԉ���С��120Kg/cm2��ʡ� �ߡ�ģ����ԇģ�����a�^���У���l�F��ģ��ƫ�X������ƫ��̫��ȬF��rҪ����ͣ�C�������c�ķ�ʽжģ������ģ�߈�U�� �ˡ���ԇģ�����a�^���У����Ͽڱ��ͨ�����|֧��A���ɄŸ���������r�������ա��S�r�^��l�F������r�����r̎����ԓͣ�C�rҪ����ͣ�C�� �š��Cֱ�^���У�Ҫ�J��z�yǰ��׃��������Ҏ���������m�ȣ������aƷ�|���� ʮ���������aӋ����Ҫ��������ߣ���Еr����X�M���ٶȲ���̫�죬���������^�����^����Q����ȥ���w߅��ë�̡� ʮһ���b��ҪҎ���������|�lҪ�[�ź���������p���Ͳġ� ʮ������Ƭɢ�����ضȿ�����190��5�棬����2.5-4С�r�����t���M���L�䡣 �ķ���ϩ��Ʒ���c����һƪ�^�m��Ԕ����B�������˽�����҂�����Ϣ��Ո���m�Pע�� �D�dՈע����̎�� http://m.bj-zyhr.com/NewsView.Asp?ID=153�� ��һƪ�����ķ���ϩ��Ʒ���c ���P����
���P�aƷ��
|